1. Material characteristics and selection
(1) Introduction to common brass materials
In the realm of CNC machining, brass material, with its exceptional comprehensive properties, stands out as a preferred choice for numerous part manufacturing. H59 brass, as a common common brass, has a copper content between 57.0% – 60.0%, zinc as a margin, and a small amount of lead and other impurities. It is relatively cheap, has high strength and hardness, and has good pressure processing performance in the hot state, and is often used to manufacture mechanical parts, such as valves, condensate pipes, etc., and is also used in the electronics industry, such as automatic lathe processing parts.
H62 brass has a copper content of 60.5% – 63.5%, which is environmentally friendly brass. It has high strength, good ductility and plasticity, good cold and hot processing performance, and has certain corrosion resistance. In the field of architectural decoration, it is often used in the manufacture of doors, windows and handrails; In the manufacturing of auto parts, radiators, water pipes and other components will also use it; Electronics, communication and other fields are also inseparable from H62 brass, such as electronic connectors.
Lead brass C36000 is a copper alloy widely used in mechanical engineering. Copper content is 60% – 63%, lead content is 2.5% – 3.7%, zinc is the margin, and there are a small amount of elements such as iron. Its biggest feature is its superior cutting performance, which can reduce friction and heat generation during machining, extend tool life, and have good wear resistance and strength. It is commonly used in the manufacture of clock parts, automobiles, and general machinery parts, and is also used in wires and cables and electrical connectors in the electrical field, as well as pipes and radiators in the construction field.
Lead-free environmentally friendly copper, strictly controlled lead content, and meets environmental regulations, such as RoHs standards. It has excellent corrosion resistance, biocompatibility, and high electrical conductivity. It is widely used in fields with high environmental requirements, such as medical equipment components, IT communication and cable TV components, and electronic and electrical connectors.
(2) In-depth analysis of brass material characteristics
Brass’s high thermal conductivity makes it an excellent choice for parts that require heat dissipation, such as heat sink components in electronic devices, which can quickly transfer heat to ensure the normal operation of the equipment. In CNC machining, high thermal conductivity also means that the heat generated during machining can be dissipated more quickly, reducing tool wear and part deformation caused by heat buildup.
Machinability is a major advantage of brass, especially leaded brass, such as C36000, which offers excellent cutting performance. This allows for higher cutting speeds and feeds during CNC machining, improving machining efficiency. At the same time, good cutting performance can also make the surface quality of the processed parts higher and reduce the subsequent surface treatment process. However, during the machining process, it is also necessary to reasonably select tools and cutting parameters according to different brass materials and processing requirements to give full play to their cutting advantages.
In terms of tensile strength, different types of brass are different. Generally, as the zinc content increases, the strength of brass increases. For example, H59 brass has relatively high strength, making it suitable for manufacturing mechanical parts that are subjected to certain pressures and loads. In practical applications, it is necessary to select brass materials with appropriate tensile strength according to the stress of the parts to ensure the reliability and service life of the parts.
Brass has a high density, which needs to be considered in some applications where weight is required. But at the same time, the larger density also gives brass parts better stability and texture. In CNC machining, density has less impact on the machining process, but in the design and use of parts, the pros and cons need to be weighed against specific needs.
(3) The effect of heat treatment on the properties of brass materials
The heat treatment methods of brass mainly include annealing, solution treatment, etc. Annealing is the process of heating brass to a certain temperature, holding it for a period of time, and then slowly cooling it. By annealing, the internal stresses generated by brass during machining can be eliminated, improving its plasticity and toughness. For example, for cold-worked brass parts, annealing can restore a certain plasticity, making it easier for subsequent processing and use.
Solution treatment is the process of heating brass to high temperature, so that the alloying elements are fully dissolved in the matrix, and then rapidly cooled. This treatment can improve the strength and hardness of the brass. In actual production, solution treatment can be used when it is necessary to improve the mechanical properties of brass parts to meet higher usage requirements. However, the process parameters of heat treatment, such as heating temperature, holding time, and cooling speed, have a significant impact on the performance of brass and require precise control based on specific materials and requirements.
(4) Cost index and material selection strategy
There are differences in the cost of different brass materials. Due to its relatively low price, H59 brass is widely used in the manufacture of some ordinary mechanical parts, such as when it is cost-sensitive and the performance requirements are not particularly high. H62 brass has a moderate cost, good comprehensive performance, and a wide range of applications. Lead brass C36000, due to its excellent cutting performance and special alloy composition, is relatively cost-effective, but in the processing of precision parts with extremely high cutting performance requirements, it still has a high cost performance due to the improvement of machining efficiency and product quality assurance.
Lead-free environmentally friendly copper, due to its environmental protection characteristics and special production process, usually has a high cost, mainly used in fields with strict environmental protection requirements. When selecting brass materials, it is necessary to comprehensively consider the performance requirements and cost factors of the parts. If the parts do not require high mechanical properties, but the cost control is strict, H59 brass can be preferred; If the comprehensive properties of the parts, such as strength, corrosion resistance and processing performance, are all required, and the cost budget allows, H62 brass is a good choice; For precision machining, parts that require extremely high cutting performance should choose lead brass C36000; In the field of high environmental protection requirements, lead-free environmentally friendly copper is an inevitable choice.
2. Key points of CNC machining
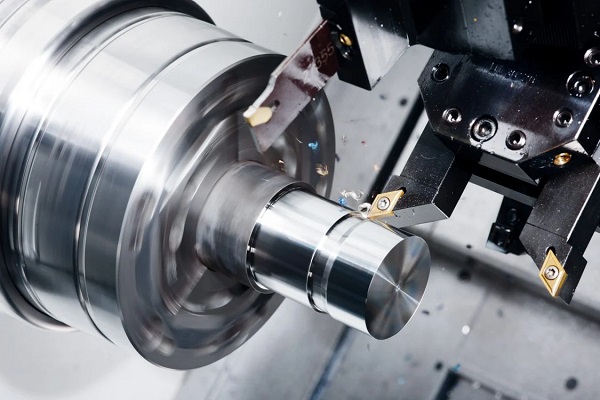
(1) High-speed turning and parameter optimization
In CNC brass parts machining, high-speed turning offers numerous advantages. High-speed turning significantly improves machining efficiency and significantly reduces machining time compared to conventional turning. Taking the production of brass plumbing fittings as an example, the machining efficiency has been improved by nearly 30% using high-speed turning technology. At the same time, high-speed turning can also improve the surface quality of the part, making the surface smoother and reducing subsequent surface treatment processes.
To achieve high-speed turning, parameters such as spindle speed and feed rate need to be optimized according to the characteristics of the brass material. Generally speaking, brass materials are relatively soft and have good machinability, so they can use higher spindle speeds. When machining H62 brass with carbide tools, spindle speeds can reach 8000 – 12000r/min; When using high-speed steel tools, the spindle speed is generally 3000 – 6000r/min. The selection of feed rate should comprehensively consider factors such as tool size, workpiece shape and surface quality requirements. For general brass turning, the feed rate can be controlled from 0.1 – 0.3mm/r. In actual machining, it is also necessary to determine the optimal combination of parameters through trial cutting to achieve the highest machining efficiency and the best machining quality.
(2) Application of micro lubrication and chip breaker tools
Microlubrication techniques play a significant role in CNC brass parts machining. It is a very small amount of lubricant mixed with compressed air and sprayed into the cutting area in a mist to achieve the purpose of lubrication and cooling. This technology can effectively reduce the generation of cutting heat and reduce tool wear. Experimental data show that the service life of the tool can be extended by 20% – 30% with the use of microlubrication technology. At the same time, micro lubrication can also reduce the amount of cutting fluid used, reduce production costs, and reduce environmental pollution.
Chip breaker tools are key to controlling chip shape and avoiding entanglement. During brass machining, if the chips are too long, they are easy to wrap around the tool and workpiece, affecting machining accuracy and safety, and may even damage the tool and workpiece. Through the special groove design, the chip breaker tool can be squeezed and bent during the formation process, so that it is broken into small sections for easy discharge. For example, when machining brass solenoid valve bodies, using tools with chip breakers can effectively control chips, making the machining process more stable and improving machining efficiency.
(3) Tool rake angle selection and sticking countermeasures
The tool rake angle has a significant impact on the cutting force and the quality of the machined surface. The larger the rake angle, the less cutting force will be reduced, and the cutting process will be lighter, which is conducive to improving machining efficiency and surface quality. However, if the rake angle is too large, the strength of the tool will be reduced, and it is prone to wear and breakage. For brass machining, a larger rake angle is generally chosen, usually between 15° – 30°. This not only ensures smooth cutting, but also reduces tool wear.
However, brass machining is prone to knife sticking problems, which can affect the quality of the machined surface, increase surface roughness, and even lead to a decrease in machining accuracy. To solve this problem, there are several countermeasures that can be taken. First, you can choose the appropriate tool material and coating, such as using coated carbide tools, which can reduce the adhesion of chips to the tool. Secondly, optimize the cutting parameters, increase the cutting speed and feed, and reduce the contact time between chips and the tool. In addition, cutting fluid can be used to improve cutting conditions and reduce the occurrence of sticking tools.
(4) Micron-level tolerance and surface knife pattern control
In areas where precision is critical, such as the machining of 5G RF cavities, achieving micron-level tolerances is critical. Achieving this precision requires advanced machining techniques and stringent control methods. High-precision CNC machines are the foundation, with positioning accuracy and repeatable positioning accuracy down to the micron level. At the same time, it is necessary to strictly control the temperature, vibration and other factors during the processing process, because these factors will affect the dimensional accuracy of the parts. For example, through a constant temperature processing environment, the temperature is controlled within ±0.5°C to reduce the impact of thermal deformation on accuracy; Vibration damping device is used to reduce the vibration of the machine tool and tool to ensure the stability of processing.
Surface knife patterns can directly affect the appearance and performance of parts, so controlling surface knife patterns is also an important part of CNC brass parts machining. By optimizing machining parameters, such as reducing feed rate and increasing cutting speed, the tool can leave smaller marks during cutting. In addition, the planning of the tool path is also crucial, as a reasonable tool path can evenly distribute the cutting force and reduce the occurrence of surface knife patterns. In actual processing, follow-up processing processes such as polishing can also be used to further reduce surface roughness and eliminate surface knife patterns.
3. Surface and post-treatment
(1) Introduction to common surface treatment processes
Brass passivation is an important surface treatment process to improve the corrosion resistance of brass. The principle is to generate a dense inert oxide film on the brass surface through chemical reactions, such as Cr₂O₃, CuO, etc., which is usually in the nanometer to micron range, which can effectively isolate the contact between the metal matrix and the external corrosive medium and prevent the occurrence of electrochemical corrosion reactions. In practical applications, commonly used passivation methods include chromate passivation, chromium-free passivation and electrolytic passivation. Chromate passivation is a traditional process, using hexavalent chromium solutions, such as CrO₃, to form a chromium-containing oxide film on the surface by impregnation or spraying, which has strong corrosion resistance, but hexavalent chromium is toxic and has the risk of environmental pollution. Chromium-free passivation is an environmentally friendly process, using phytic acid, molybdate and other organic/inorganic composite passivators to form a protective layer through chelatation, which complies with RoHS standards and is widely used in electronics, medical and other fields with high environmental protection requirements. Electrolytic passivation is to accelerate the formation of a film in the electrolyte through an applied current, which can accurately control the uniformity and thickness of the film layer.
Nickel plating is the deposition of nickel coating on the brass surface, mainly using the characteristics of nickel to easily form a passivation film in the air to improve the anti-corrosion performance, and the nickel plating also has a certain decorative properties. In principle, electroplating nickel is an electrolyte composed of nickel salt, conductive salt, pH buffer, and wetting agent, with nickel metal for the anode and metal for the cathode as the plating part, and a uniform and dense nickel plating layer is deposited on the cathode plating part through direct current. Electroless nickel plating uses redox reaction to obtain a metal alloy coating on a plated part with a catalytic surface without electricity. The characteristics of the nickel plating layer are very remarkable, it is dense, uniform, corrosion resistance is better than galvanizing, especially in non-salt spray environments, the surface can present a silvery-white matte or bright effect, slightly yellow tint, through multiple layers of electroplating, such as copper-nickel-chromium composite plating, can further enhance the performance. Nickel plating is widely used in various industries such as electronics, automobiles, and machinery. In the electronics industry, nickel plating is often used in the electrochemical treatment of mobile phones, computers and other equipment to increase the conductivity and corrosion resistance of equipment; In the automobile industry, nickel plating of automobile wheels can improve the oxidation resistance and corrosion resistance of the wheel hub, and extend the service life; In the machinery industry, nickel plating of mechanical parts such as knives and tie rods can significantly improve their wear resistance and corrosion resistance.
Chrome plating is the deposition of a chrome plating on the brass surface, which can improve the corrosion resistance, aesthetics and wear resistance of the product. The principle of chrome plating is based on electrolysis, the plating item is put into the plating solution containing chromium compounds, mainly chromic acid and sulfuric acid as the cathode, and after passing through direct current, the chromium ions in the solution gain electrons on the surface of the cathode, reduce to metallic chromium, and firmly adhere to its surface, forming a uniform and dense coating. The chrome plating layer has high hardness, according to the different plating solution components and process conditions, its hardness can vary in the range of 400 – 1200HV, with good heat resistance, when heated below 500°C, its gloss and hardness do not change significantly, more than 500°C begins to oxidize and discolor, more than 700°C hardness begins to decrease. On the outside, the chrome layer is silvery-white, with a mirror effect of decorative chrome or matt hard chrome. In the automotive industry, many chrome plating parts with complex shapes and structures are used in automotive interior and exterior parts, switches, instruments and other components, which not only provide decorative effects but also have anti-corrosion and wear resistance; In the field of home decoration, furniture, faucets, etc. after chrome plating, the surface is smooth and has a mirror effect, which can improve the appearance of the product metallic texture, overall beauty and decoration, and can also provide anti-corrosion protection and extend the service life of furniture.
Tin plating is a process that relies on electroplating technology to cover the brass surface with a layer of tin. In the electrolyte containing tin ions, by applying an external current, the tin ions are reduced to metallic tin by obtaining electrons on the brass surface, and are deposited on the surface to form a dense tin layer. The tin plating layer has good weldability and certain corrosion resistance. From the perspective of type, there is dipping tin plating, which is to immerse the workpiece in a solution containing the metal salt to be plated, and deposit a metal coating on the surface of the workpiece according to the principle of chemical displacement; There are also electroplated tin and electroless tin plating. The electroplating tin process has the advantages of high precision, uniform coating, and strong controllability, and is widely used in the manufacture of precision circuit boards. Electroless tin plating deposits a tin layer on the surface of the metal through a chemical reaction. Tin plating is widely used in electronic components, printed circuit boards, and is also used in food processing equipment and containers, because tin plating is non-toxic, has good ductility and corrosion resistance.
Chemical blackening is the use of chemical oxidation to form a dense black oxide film on the surface of brass. The main components of blackening agents include oxidizers, catalysts, color aids, rust removers and rust inhibitors, etc., which work together to form a uniform and dense black oxide film on the brass surface at room temperature. Taking common steel blackening as an example, the main components in the blackening liquid are sodium hydroxide, sodium nitrite, etc., under high temperature alkaline conditions, sodium nitrite oxidizes iron and forms a black iron tetroxide oxide film on the surface of steel. Chemically blackened brass parts not only have a unique appearance, but also can improve their corrosion resistance and wear resistance, and are often used for the surface treatment of mechanical equipment, industrial parts and standard parts.
(2) Detailed explanation of wire drawing, sandblasting and electropolishing processes
The wire drawing process is to form a fine filamentous texture on the surface of brass parts by mechanical friction. Its operation process is generally to clean the surface of the parts first, remove oil stains, impurities, etc., and then select the appropriate drawing equipment and abrasives according to the desired drawing effect. When using a sanding belt for wire drawing, the tension and rotation speed of the abrasive belt should be adjusted to make it in even contact with the surface of the part. Parameters such as drawing speed, pressure, and particle size of the abrasive belt will affect the drawing effect. If the grit size of the sanding belt is coarse, the silk pattern drawn out is thicker and more obvious, which can create a rough texture; The fine particle size of the sanding belt makes the silk pattern fine, making the surface of the parts look more delicate. The wire drawing process can effectively enhance the appearance and texture of parts, giving them a unique metallic luster and texture, and is widely used in the processing of decorative products, such as high-end fountain pen nibs, audio RCA terminals, etc.
The abrasive blasting process uses a high-speed jet of abrasive stream to impact the surface of brass parts to remove impurities, roughen the surface or obtain a specific surface texture. When operating, first choose the appropriate abrasive according to the material, shape and surface treatment requirements of the part, such as quartz sand, corundum sand, etc. Load the abrasive into the sandblasting machine and adjust the parameters such as the spray pressure, the distance and angle between the spray gun and the part. Generally speaking, the greater the spray pressure, the stronger the impact of the abrasive on the surface of the part, and the greater the surface roughness; The closer the spray gun is to the part, the more concentrated the treatment effect. The surface of the sandblasted parts presents a uniform matte texture, which can effectively increase the surface area and improve the adhesion of the subsequent coating, and is often used for parts that require surface roughness, such as lock mandrels, etc., and can also improve the appearance of the parts and make them more textured.
Electropolishing is an electrochemical processing method that dissolves the metal on the surface of the part under the action of a direct current electric field by putting brass parts as an anode into a specific electrolyte, so as to achieve a flat and bright effect. In the process of electrolytic polishing, factors such as the composition, temperature, current density and polishing time of the electrolyte have an important impact on the polishing effect. The appropriate electrolyte can ensure uniform dissolution of the metal, too high temperature may lead to excessive corrosion of the surface of the part, and too small a current density will not have obvious polishing effect. Electropolishing can significantly improve the surface flatness and finish of parts, making them achieve a mirror-like effect, and is widely used in the processing of parts such as 5G RF cavities with extremely high surface quality requirements.
(3) Application of antioxidant sealant and laser marking technology
Antioxidant sealant is a chemical agent that can form a protective film on the surface of brass parts, preventing oxygen, moisture, etc. from coming into contact with metals, thereby preventing oxidation. Its working principle is that the active ingredients in the sealant react chemically or physically adsorb on the brass surface to form a dense protective film. When using, first ensure that the surface of the parts is clean and dry, free of oil stains, impurities, etc. The antioxidant sealant can be evenly coated on the surface of the part by soaking, spraying or brushing. The soaking time and spraying thickness should be controlled according to the type of sealant and product requirements. Antioxidant sealants can effectively extend the service life of brass parts, maintain their appearance and performance, and are often used in parts exposed to air or humid environments for a long time, such as brass plumbing joints.
Laser marking technology is a method of using a high-energy density laser beam to cauterize the surface of brass parts to form permanent marks. When laser marking, it is necessary to set the laser power, frequency, scanning speed and other parameters according to the material, marking content and accuracy requirements of the part. The greater the power, the deeper the marking depth; The faster the scan, the more efficient the marking, but it may affect the clarity of the mark. Laser marking has the advantages of high marking accuracy, fast speed, and good permanence. In terms of part identification, it can clearly mark product models, batch numbers, production dates and other information, facilitating product traceability and management. In medical devices, auto parts and other industries, each part can be uniquely marked through laser marking, realizing the full traceability from production to sales.
(4) Non-destructive deburring technology and surface quality improvement
Non-destructive deburring technology refers to the method of removing the surface burr of the part without damaging the part matrix. Common non-destructive deburring techniques include electrochemical deburring, thermal deburring, vibration grinding deburring, etc. Electrochemical deburring is the use of the principle of electrochemical corrosion, the part is used as an anode, put into the electrolyte, and the burr part is dissolved preferentially through the current, so as to achieve the purpose of removing the burr. This method is suitable for parts with complex shapes and high precision requirements, such as solenoid valve bodies. Thermal deburring uses high temperature to melt and evaporate the burrs instantly to achieve the effect of removal, but it is necessary to accurately control the temperature and time to avoid damage to the parts. Vibration grinding deburring is by putting the part into the vibration equipment together with the grinding medium, during the vibration process, the grinding medium rubs against the surface of the part to remove the burrs, this method is suitable for mass-produced small parts. Non-destructive deburring technology is essential for improving the surface quality of parts and subsequent assembly performance. The presence of burrs will affect the appearance of the parts, and may also lead to problems such as poor fit and poor sealing during assembly. After removing the burrs, the surface of the part is smoother, which can improve the overall quality and reliability of the product.
4. Accuracy and testing
(1) Coordinate measurement and roundness and verticality detection
CMM plays a key role in industrial manufacturing quality control, it is not a simple dimensional measurement tool, but a comprehensive testing system. Its working principle is based on coordinate measurement, the measured object is placed in the measurement space, and the coordinate position of each measurement point is obtained through the contact measurement of the detection system, and then processed by computer measurement software to obtain the geometric measurement results such as geometric size, shape and position. For example, when measuring roundness and perpendicularity of CNC brass parts, the CMM’s probe will perform multi-point measurements along the circumferential surface of the brass part. For example, measuring a circular brass workpiece, the probe uniformly collects the coordinates of hundreds of points on the circumference, and then uses the measurement software to construct the actual outline according to the coordinates of these points, and compares it with the ideal circle, so as to accurately calculate the roundness error value. For some parts that require extremely high rotation accuracy, such as the rotor shaft of the motor, the roundness directly affects the stability of its rotation, if the roundness error is too large, the motor will produce vibration and noise during operation, reducing the service life.
When detecting perpendicularity, CMMs also measure the relevant plane and axis of the part through the probe. To measure a brass square part, it is necessary to determine the verticality of its side and bottom surface, the probe will measure multiple points on the side and bottom surface respectively, and the measurement software calculates the angle between the two faces according to the coordinates of these points, and compares it with the theoretical 90° to obtain the verticality error. This is crucial for ensuring the assembly accuracy of parts, such as in mechanical assembly, if the verticality of the part does not meet the requirements, it may lead to assembly difficulties and even affect the performance of the entire equipment. In modern industrial production, many products have extremely strict requirements for the shape and position tolerance of parts, and CMM has become the preferred equipment for inspecting CNC brass parts with its advantages of high precision, high efficiency and high degree of automation.
(2) Thread through stop gauge and roughness Ra0.4 detection method
Thread pass gauge is a commonly used gage to detect whether the thread size is qualified. When using, first ensure that the thread being tested matches the specifications of the pass gauge, including thread specifications, pitch and accuracy. Before use, it is necessary to clean up the oil stains and impurities on the surface of the thread gauge and the tested thread. Taking the brass thread of M10×1.5 as an example, after aligning the pass end of the pass gauge with the thread being measured, turn the pass gauge with the thumb and index finger to make it screw in a free state. If the general gauge can pass through the entire length of the thread smoothly, the large, medium and small diameter dimensions of the thread are basically qualified. If the general gauge cannot pass, it means that there is a problem with the thread size. Then use the stop gauge for testing, and screw in after aligning the stop end of the stop gauge with the thread being tested, under normal circumstances, the length of the screwed thread is stopped within 2 pitches as qualified, if the stop gauge can continue to be screwed in, it means that the middle diameter size of the thread is too large and does not meet the requirements. Only when the general gauge and the stop gauge are used together and the test is qualified separately does it mean that the tested thread is qualified.
For the detection of the surface roughness of parts reaching Ra0.4, commonly used methods include comparative method, electric profilometer measurement method, etc. The comparison method is to compare the measured surface with the roughness comparison sample. When the measured surface roughness is close to the sample, it is judged by sight or touch. For brass parts with a surface roughness requirement of Ra0.4, a roughness comparison sample of Ra0.4 can be selected, and under good lighting conditions, the measured surface and the sample are placed side by side to observe and compare from different angles. If the texture and gloss of the measured surface are similar to the sample, the surface roughness is preliminarily judged to meet the requirements. However, the comparative method can only make qualitative judgments and is not accurate enough. The measurement method of the electric profilometer is more accurate, it is a stylus instrument. When measuring, the stylus tip of the instrument moves horizontally on the surface to be measured perpendicular to the section in the direction of the processed texture. The sensor inside the instrument converts the up and down displacement of the stylus into an electrical signal, which is amplified and processed to derive a Ra value of the measurement stroke directly from the indicator meter. When using an electric profiler to measure, it should be noted that the measurement direction should be perpendicular to the processing texture direction of the measured surface, and for the surface with uniform surface roughness, it should be measured separately in several uniform positions, at least 3 times, and the average value should be taken as the measurement result to ensure the accuracy of the measurement.
(3) Quality control of the first article report and CPK≥1.33
The first report is a report formed after a comprehensive inspection of the first product before mass production. Its content covers many aspects, and the appearance inspection is mainly for the surface finish, color consistency, and clarity of the product to be tested. Taking the production of brass plumbing joints as an example, the surface of the joint will be checked for scratches, sand holes and other defects, whether the color is uniform and consistent, and whether the product logo is clear and complete. Dimensional inspection uses calipers, micrometers and other measuring tools to measure the key dimensions of the product to ensure that the dimensions meet the design requirements. Performance inspection will test the corresponding performance of the product according to its use. For brass plumbing joints, a pressure resistance test will be conducted, the joint will be installed on the test equipment, filled with water or gas at a certain pressure, and maintained for a period of time to check whether there is any leakage. The first report plays an important role as an important document in the quality control system. Through the inspection of the first product, possible problems in the production process can be found in time, such as improper equipment debugging and unreasonable processes. After discovering problems, timely adjustments and improvements can be made to avoid a large number of unqualified products during mass production, thereby reducing production costs and improving production efficiency.
CPK (Process Capability Index) ≥1.33 is significant in quality control. Cpk is a statistical index used to measure process capacity, and its calculation formula is: Cpk = min [(USL – μ) / (3σ), (μ – LSL) / (3σ)], where USL and LSL are the upper and lower specification limits respectively, μ is the process mean, and σ is the standard deviation. In simple terms, Cpk measures the deviation between the average value of the production process and the product specifications, with higher values indicating higher process stability and better product quality. When the CPK value exceeds 1.33, it means that in one million parts, the number of defective products is less than 63 corresponding PPM (parts per million defective products), at this time the production process has reached the level of 4 sigma, the product quality is relatively stable, and the production process has a high pass rate. To increase CPK value, you can start from several aspects. Reduce variation and make the machining process more stable by optimizing process parameters such as precise control of cutting speed, feed rate, and other parameters when CNC machining brass parts; Or use more stable equipment to reduce equipment vibration and error to reduce process standard deviation σ. Adjust the center of the process to ensure that the average value of the production process μ as close to the center of the specification as possible to avoid offset. The accuracy of the processing dimensions can be ensured by calibrating the equipment regularly. Improve the design, and appropriately expand the scope of specifications to meet the existing production level under the premise of meeting the requirements of product use.
(4) Batch traceability QR code and airtightness and salt spray test
Batch traceability QR codes play an important role in production management and quality traceability. The principle is to code the product’s production batch, production date, production equipment, raw material batch and other information to generate a QR code. During the production process, when the product completes a key process or is finally completed, a QR code is pasted or laser marked on the product. Taking the production of brass solenoid valve body as an example, after the production of the valve body is completed, the QR code containing relevant information is marked on the surface of the valve body. When a product has a quality problem in the market, you can quickly obtain the production information of the product by scanning the QR code. It can be traced back to whether the equipment producing the valve body has faults, whether there are quality problems with raw materials, and whether the process parameters in the production process meet the requirements. This helps enterprises quickly locate the root cause of the problem, take corresponding measures, recall the problem product, and reduce losses. At the same time, batch traceability QR codes also help enterprises carry out production management, understand the production progress and flow direction of products, and optimize the production process.
Air tightness testing is an important means to test the sealing performance of products. For CNC brass parts, such as some used for liquid or gas transfer, airtightness is crucial. Common airtightness testing methods include pressure decay method, differential pressure method, etc. The pressure decay method is to fill the tested product with a certain pressure of gas and then close it, and monitor the change of internal pressure of the product within a certain period of time. If the pressure drops beyond the preset threshold, it is determined that the product is leaking. Take testing a brass gas valve as an example, connect the valve to the airtightness test equipment, fill it with nitrogen at a certain pressure, close the valve, and observe the pressure change over a period of time. If the pressure drops within the allowable range, the airtightness of the valve is qualified; If the pressure drops too quickly, it means that the valve has a leak and is unqualified. The differential pressure method is to fill the tested product and the standard part with gas at the same pressure at the same time, and compare the pressure difference between the two. If the pressure difference exceeds the specified value, the product is unqualified. This method has high precision and is suitable for parts with strict requirements for sealing performance.
The salt spray test 24h is an important test to test the corrosion resistance of products. The test method is to use salt spray test equipment to create an artificial simulated salt spray environment. The CNC brass parts are placed in the salt spray test chamber, where the salt spray settling rate and the pH of the sedimentation solution need to be tightly controlled. Generally, a 5% sodium chloride brine solution is used, and the pH value of the solution is adjusted in the neutral range (6.5 – 7.2) as the solution for spraying, the test temperature is 35°C, and the sedimentation rate of salt spray is required to be 1 – 2ml/80cm²/h. During the 24-hour test, the corrosion on the surface of the part is observed at regular intervals. If the surface of the part has serious rust, peeling and other phenomena, it means that its corrosion resistance does not meet the requirements. Through salt spray testing, the performance and reliability of brass parts in different environments can be evaluated, providing a guarantee for the quality and service life of products.
5. Cost and proofing
(1) CNC brass prototype with 48h rapid proofing service
In the process of product development, CNC brass prototypes play a pivotal role. First, engineers will carefully review the 3D design drawings of the product and determine whether it needs to be disassembled according to the structure and process requirements of the product. After that, use professional programming software to write the CNC engraving and milling path and speed according to the material characteristics, tool type and processing technology. The programmed program is transferred to the CNC machining center, where the operator selects the appropriate brass material and tool for machining. After completing CNC machining, the surface of the part will remain burrs, and the right-angled areas will not be fully machined in place, which will need to be cleaned manually. Next, grinding and polishing are carried out to make the surface of the parts smoother and meet the design requirements. Finally, according to customer needs, surface treatment such as painting, silk screen printing, and electroplating is carried out.
Taking a medical equipment manufacturing company developing new brass medical device parts as an example, in the early stage of product development, by making CNC brass prototypes, the company can intuitively check whether the design of the product is reasonable, including dimensional accuracy, structural strength, etc. In actual use, the part needs to be closely coordinated with other components, through prototype production and testing, timely find the problems in the design, such as size deviation and assembly is not smooth, etc., after optimized design, avoid a large number of unqualified products in mass production, greatly reduce R&D cost and time.
48h rapid proofing service brings great convenience to product development and marketing. In today’s highly competitive market environment, time is money, and rapid proofing can enable enterprises to obtain product samples in the shortest possible time for functional testing, market research, etc. A consumer electronics company plans to launch a new brass audio RCA terminal, and through a 48-hour rapid proofing service, the company quickly obtained samples. In the product promotion stage, the samples are shown to potential customers and partners, market feedback is collected in advance, and the product is optimized according to the feedback, so that the product is more in line with market demand when it is officially launched, and wins the market opportunity.
(2) Advantages of material utilization and automatic feeding lathe
Improving material utilization is the key to reducing production costs. From the perspective of optimizing the cutting process, the use of intelligent discharge systems is an effective method. Traditional manual nesting is prone to gap waste, while the intelligent nesting system is based on advanced algorithms, through geometric modeling and dynamic simulation, it can automatically generate the optimal material cutting path. In brass sheet processing, the system can identify the shape characteristics of parts and automatically nest parts of different sizes, increasing the plate utilization rate by more than 15%. At the same time, combined with real-time data feedback, the system can dynamically adjust the nesting scheme to adapt to the size fluctuations of different batches of materials.
Reasonable selection of material specifications can also effectively improve material utilization. When purchasing brass materials, choose suitable specifications of plates or rods according to the size and shape of the parts to reduce the generation of leftovers. For some small parts, you can choose small specification materials to avoid waste caused by large specification materials.
Automatic feeding lathes have obvious advantages in improving production efficiency and reducing labor costs. Taking a company that produces brass plumbing joints as an example, before the use of automatic feeding lathes, manual feeding efficiency is low and prone to inaccurate feeding. After the use of automatic feeding lathe, automatic feeding is realized, which greatly improves production efficiency. The feeding accuracy of the automatic feeding lathe is high, which can ensure the consistency of the processing size of each plumbing joint and improve the product quality. Moreover, it reduces manual operation, reduces labor costs, reduces labor intensity of workers, and improves production safety.
(3) Ladder batch quotation and minimum order quantity strategy
Ladder batch quotation is a common pricing strategy that sets different unit prices according to different intervals of purchase quantity. The calculation method is as follows: First, clarify the ladder range and the corresponding unit price. A supplier quoted a price for CNC brass parts with a purchase quantity of 1 – 100 pieces and a unit price of 50 yuan; 101 – 200 pieces, unit price 45 yuan; 201 or more, the unit price is 40 yuan. Then, determine the range in which the actual purchase quantity is located. If the customer purchases 150 pieces, of which 1 – 100 pieces are calculated at a unit price of 50 yuan, the amount is 100×50 = 5000 yuan; 101 – 150 pieces are calculated at a unit price of 45 yuan, and the amount is 50×45 = 2250 yuan. Finally, the total price is obtained by summarizing the amounts of each interval, that is, 5000 + 2250 = 7250 yuan.
The advantage of this quotation method is that it encourages customers to purchase in bulk, and the more customers purchase, the lower the unit price, which can save costs for customers. For enterprises, mass production can improve production efficiency and reduce production costs.
The minimum order quantity of 100 pieces has an important impact on the production and cost control of enterprises. From the perspective of enterprise production, setting the minimum order quantity can ensure the production scale and production efficiency of the enterprise. If the number of orders is too small, the cost of production preparation, equipment commissioning, etc. will be relatively high, affecting the economic benefits of the enterprise. From the perspective of cost control, the minimum order quantity can make enterprises more reasonable in purchasing raw materials, arranging production plans, etc., and reduce costs.
For customers, they need to comprehensively consider their own needs and costs when purchasing. If the demand is small, you can consider purchasing jointly with other customers to reach the minimum MOQ to get a better price.
(4) DFM manufacturability review and total cost of ownership TCO analysis
DFM manufacturability reviews are an important part of ensuring that product designs can be produced smoothly. In terms of material selection, it is necessary to ensure that the material performance meets the functional requirements and avoid the use of scarce or long-lead materials. For some CNC brass parts with high strength requirements, choose brass materials with appropriate strength and give preference to general-purpose materials to reduce costs. In terms of process feasibility, design features need to match the capabilities of the plant’s equipment and avoid complex surfaces or ultra-precise tolerances. When designing holes for brass parts, consider the minimum drilling capacity of CNC machining equipment to avoid designing hole sizes that are too small.
The process of DFM review generally includes input preparation, cross-departmental review meetings, simulation and verification, output and closed-loop links, etc. In the input preparation stage, the design department provides 3D models, 2D drawings, BOM lists, and technical requirements, and the process department provides the factory equipment capability table. At the cross-departmental review meeting, design, process, production, procurement, quality and other departments participate to review the procurability of materials, the feasibility of process routes, and the comparison of cost estimates. Through simulation and verification, process simulation software is used to analyze injection molding filling defects, evaluate sheet metal forming risks, and produce rapid prototypes to verify assembly and function. Finally, document the DFM Problem List and track improvements, update the final drawings, and mark the DFM Special Requirements.
The total cost of ownership TCO includes equipment purchase price, transportation fee, installation and commissioning fee, insurance fee, registration fee, annual inspection fee, maintenance fee, training fee, etc. Taking a machine tool for processing CNC brass parts as an example, the purchase price of the equipment is 500,000 yuan, the transportation fee is 10,000 yuan, the installation and commissioning fee is 20,000 yuan, the insurance fee is 5,000 yuan per year, the registration fee is 1,000 yuan per year, the annual inspection fee is 2,000 yuan per year, the maintenance fee is 30,000 yuan per year, and the training fee is 10,000 yuan. In the first year of use, the total cost of ownership TCO = 50 + 1 + 2 + 0.5 + 0.1 + 0.2 + 3 + 1 = 578,000 yuan.
It is crucial to consider manufacturability and cost factors during the product design phase. Through DFM review and TCO analysis, problems in the design can be detected in advance, the design scheme can be optimized, production costs can be reduced, and product quality and market competitiveness can be improved.
6. Typical applications
(1) Application cases of brass plumbing joints and solenoid valve bodies
In building water supply and drainage systems, brass plumbing joints are widely used. Taking the water supply and drainage project of a large commercial building as an example, the building uses a large number of brass plumbing joints, such as elbows, tees, and direct heads. These joints use H59 brass, which has high strength and hardness and can withstand a certain amount of water pressure. At the same time, it has good corrosion resistance in water, is not easy to rust and corrosion, and ensures the long-term stable operation of the water supply and drainage system. During the installation process, brass plumbing joints are easy to connect and have good sealing, reducing the risk of water leakage. According to statistics, after using brass plumbing joints in the building, the incidence of water leakage accidents is reduced by about 30% compared with the use of other material joints.
In the field of industrial automation, the solenoid valve body is a key component. The solenoid valve body used in an automated production line is made of lead brass C36000. C36000 lead brass has excellent cutting properties and can meet the machining requirements of complex shapes of solenoid valve bodies. Its good wear resistance and strength ensure the reliability of solenoid valves during frequent opening and closing. In actual use, the service life of the solenoid valve body has reached more than 500,000 times, which greatly improves the operation efficiency of the production line. At the same time, the good thermal conductivity of C36000 lead brass helps the solenoid valve to dissipate heat during work and avoid affecting the performance due to excessive temperature.
(2) Analysis of the application of audio RCA terminals and guitar posts
Audio RCA terminals have high performance requirements for brass parts. First, it needs to have good conductivity to ensure the stable transmission of audio signals. H62 brass has good electrical conductivity due to its high copper content, making it an ideal material for making RCA terminals. Secondly, RCA terminals need to have certain strength and wear resistance to ensure that they will not be damaged during frequent plugging and unplugging. The strength and wear resistance of H62 brass meet this requirement. In addition, to improve signal transmission quality, RCA terminals are usually silver or gold plated. Silver plating can further improve electrical conductivity, while gold plating can enhance oxidation resistance and extend service life. In high-end audio equipment, RCA terminals made of H62 brass and silver-plated can effectively reduce signal transmission loss and improve the clarity and purity of sound quality.
Guitar binding posts also require brass parts to have good conductivity and strength. In the guitar’s circuit system, the binding post is responsible for connecting the pickup and other electronic components, and good conductivity can ensure the accurate transmission of the signal collected by the pickup. At the same time, during the use of the guitar, the binding post may be subjected to a certain external force, so it needs to have sufficient strength. Guitar binding posts made of H59 brass not only meet the requirements of conductivity and strength, but also have good processing performance, and can be made into various shapes and sizes to adapt to the needs of different guitar models. After surface treatment, such as chrome plating, guitar binding posts are not only more aesthetically pleasing but also improve their corrosion resistance.
(3) Lock mandrel, atomizer nozzle and high-end pen nib application
The lock mandrel plays a key role in the lock and needs to have good wear resistance and a certain strength. Brass material has become a common material for lock mandrels due to its good wear resistance. When machining lock mandrels, the difficulty lies in ensuring their dimensional accuracy and surface roughness. Because the lock mandrel needs to fit closely with the lock body, the dimensional accuracy is required, and the tolerance should usually be controlled within ±0.05mm. To solve this difficulty, high-precision CNC machining equipment can be used to optimize the machining process parameters, such as selecting appropriate tools and cutting parameters. The use of carbide tools for machining at lower cutting speeds and feeds can effectively ensure dimensional accuracy and surface quality. At the same time, during the processing process, attention should be paid to monitoring the wear of the tool and replace the tool in time to ensure the quality of processing.
Atomizer nozzles place extremely high demands on the precision and surface quality of brass parts. Taking medical nebulizer nozzles as an example, the diameter of the small hole inside is usually between 0.1 – 0.5mm, and the dimensional accuracy is required to be controlled within ±0.01mm. During the processing process, it is easy to have problems such as small hole blockage and surface roughness not meeting the requirements. In order to solve these problems, advanced processing techniques such as EDM and laser processing can be used. EDM allows for precise control of the size and shape of small holes, while laser machining improves surface quality. At the same time, before processing, strict quality inspection of brass materials should be carried out to ensure that there are no impurities and defects inside the material. After processing, the nozzle should be strictly inspected, such as using a microscope to detect the size and shape of the small hole, and using a roughness meter to detect the surface roughness.
High-end fountain pen nibs need to have good writing performance and a beautiful appearance. In terms of writing performance, the iridium grains of the pen tip need to be in good contact with the paper, write smoothly, and continue to ink. This requires high precision in the shape and dimensions of the nib and smooth surface. When machining nibs, CNC machining technology allows for precise control over the shape and size of the nibs. Through a special grinding process, the surface of the pen tip is smooth, and the writing is smoother. In terms of appearance, the nib is usually treated with surface treatments such as gold plating, rhodium plating, etc. Gold-plated nibs are not only aesthetically pleasing but also improve their corrosion resistance. rhodium-plated nibs have better wear resistance and hardness, making nibs more durable.
(4) Model vaporizers, 5G RF cavities and antique clock gear applications
Model vaporizers have special requirements for brass parts, which need to have good corrosion resistance and high precision. During the working process of the model engine, the carburetor will be exposed to fuel and high-temperature gases, so brass parts need to have good corrosion resistance. At the same time, in order to ensure the performance of the model engine, the dimensional accuracy of the internal structure of the carburetor is required, and the tolerance should usually be controlled within ±0.03mm. When processing model vaporizers, high-precision CNC machining equipment, combined with advanced machining technology, such as five-axis linkage machining, can meet its high precision requirements. In terms of material selection, brass materials with better corrosion resistance, such as H62 brass, are selected, and surface treatments such as nickel plating are used to further improve their corrosion resistance.
The 5G RF cavity has extremely high requirements for the accuracy and surface quality of brass parts. Its internal structure is complex, with dimensional accuracy required in the micron level and surface roughness requirements of Ra0.2 – Ra0.4. In the machining process, high-precision CNC machining equipment and advanced machining technology are required. Using high-speed milling technology, machining under the conditions of high rotation speed and small feed can effectively ensure dimensional accuracy and surface quality. At the same time, it is necessary to strictly control the temperature, vibration and other factors during the processing process to reduce the processing error. In terms of surface treatment, electrolytic polishing and other processes are usually used to achieve a mirror effect on the surface to meet the requirements of RF signal transmission.
Antique watch gears need to be highly precise, wear resistant and aesthetically pleasing. In the processing process, the difficulty lies in ensuring the tooth shape accuracy and surface quality of the gear. Due to the high transmission accuracy requirements of clock gears, the tooth shape error should be controlled within a very small range. In order to solve this difficulty, high-precision gear processing equipment can be used, such as CNC gear hobbing machine, CNC gear shaping machine, etc. Before processing, the design of the gear should be optimized, and the appropriate modulus, tooth number and other parameters should be selected. After processing, the gears should be strictly tested, such as using a gear measuring instrument to detect tooth shape errors, tooth pitch errors, etc. At the same time, in order to improve the wear resistance and aesthetics of gears, they are usually treated with surface treatment, such as carburizing treatment, polishing treatment, etc. Carburizing treatment can improve the hardness and wear resistance of the gear surface, and polishing treatment can make the gear surface smoother and increase its aesthetics.
7. Moshijia Technology’s point of view
From material characteristics and selection, to CNC machining key points, to the meticulous carving of surface and post-treatment, as well as the strict control of precision testing, and the reasonable planning of cost and proofing, every link is closely linked, which jointly determines the quality and market competitiveness of CNC brass parts.
Equipped with advanced equipment such as new 3D printers, large-scale precision machine tools (CNC), and vacuum duplicating machines, Moshijia Technology can provide professional support in material characterization, processing parameter optimization, surface treatment process selection, and accuracy testing. For example, in material selection, with rich experience and professional knowledge, we select the most suitable brass material for customers; During the processing process, strictly control various parameters to ensure the accuracy and quality of processing; In terms of surface treatment, we provide a variety of treatment solutions to meet the different needs of customers.
Looking ahead, as the demand for CNC brass parts continues to grow in various industries, we are confident that with our professional capabilities and excellent service, we will continue to develop in this field full of opportunities and challenges, creating greater value for our customers.
8. FAQ
(1) How to choose the right brass material?
According to the specific application scenarios of the parts, comprehensively consider the characteristics of the brass material, such as strength, corrosion resistance, processing performance, etc., and combine cost factors to select. In the manufacture of mechanical parts with high strength requirements, H59 brass is an option; For electronic components that require electrical conductivity and processability, H62 brass is more suitable; For precision parts that require good cutting performance, lead brass C36000 is a good choice; In areas with strict environmental protection requirements, lead-free environmentally friendly copper should be used.
(2) How to avoid brass sticking knives in CNC machining?
Choosing the right tool rake angle, using appropriate cutting parameters, such as reducing cutting speed, increasing feed, using cutting fluid, and coating the tool can effectively avoid brass sticking. Generally speaking, choosing a tool rake angle of 15° – 30° and using cutting fluid containing extreme pressure additives can reduce chip adhesion to the tool and improve the quality of the machined surface.
(3) What does surface finishing do for CNC brass parts?
Surface treatment can improve the corrosion resistance, wear resistance, electrical conductivity and other properties of CNC brass parts, while improving the appearance and texture of the parts and increasing the added value of the product. Nickel plating can improve the corrosion resistance and surface hardness of parts; Chrome plating can enhance the wear resistance and decoration of parts; Chemical blackening can form a black oxide film on the surface of the part, improving corrosion resistance and wear resistance; Processes such as wire drawing, sandblasting, and electropolishing can improve the appearance and texture of parts.
(4) How to ensure precision in CNC brass parts?
The accuracy of CNC brass parts is ensured by strictly controlling various parameters in the machining process, using high-precision machining equipment and testing instruments, conducting first article inspection and process sampling, and controlling the processing environment. Before processing, calibrate the equipment to ensure the accuracy of the equipment; During the processing process, the cutting parameters are strictly controlled, such as cutting speed, feed rate, etc.; After processing, the parts are tested using CMMs and other testing instruments to find and correct deviations in time.
(5) What should I pay attention to when proofing CNC brass parts?
Clarify the requirements and standards of proofing, choose the appropriate proofing manufacturer, provide detailed drawings and technical requirements, maintain good communication with the manufacturer, and provide timely feedback on problems and opinions to ensure the accuracy and timeliness of proofing. Before proofing, the drawings should be carefully reviewed to ensure the accuracy of the drawings; When communicating with the proofing manufacturer, it is necessary to clarify the proofing time, quality requirements, etc.; After receiving the sample, it should be tested in time, and if there is a problem, communicate with the manufacturer in time to solve it.