In the realm of precision metal fabrication, CNC laser steel cutting has emerged as a transformative technology, redefining efficiency, accuracy, and versatility for manufacturers worldwide. Whether you’re a seasoned production manager, a fabricator looking to upgrade your processes, or an engineer designing components for critical applications, understanding the nuances of CNC laser steel cutting is essential to unlocking its full potential. This guide delves into every critical aspect of the technology—from core definitions and operational factors to material compatibility, advantages over traditional methods, and surface finish capabilities—equipping you with actionable insights backed by industry experience and verifiable data. By the end, you’ll have a clear roadmap to optimizeCNC laser steel cutting processes for your specific needs, ensuring consistent, high-quality results.
What is CNC Laser Cutting for Steel?
CNC (Computer Numerical Control) laser cutting for steel is a non-contact fabrication process that uses a high-intensity laser beam to melt, vaporize, or blow away steel material, creating precise, complex shapes as dictated by a digital design file. Unlike traditional mechanical cutting methods (e.g., plasma cutting, waterjet cutting, or milling), CNC laser steel cutting relies on computer automation to ensure repeatability and accuracy, making it ideal for both small-batch prototypes and large-scale production runs.
Core Components of a CNC Laser Steel Cutting System:
- Laser Source: The heart of the system, typically a fiber laser (most common for steel cutting), CO₂ laser, or Nd:YAG laser. Fiber lasers are preferred for CNC laser steel applications due to their higher energy efficiency, faster cutting speeds, and better performance with thin to medium-gauge steel.
- CNC Controller: Interprets CAD/CAM files and guides the laser beam’s movement along the X, Y, and Z axes.
- Cutting Head: Focuses the laser beam into a narrow point (typically 0.1–0.3 mm in diameter) to maximize heat concentration on the steel surface.
- Material Handling System: Secures the steel sheet or plate during cutting, often with a vacuum table or clamping mechanism to prevent movement.
- Auxiliary Systems: Including a gas supply (e.g., oxygen for oxidizing cuts, nitrogen for clean, non-oxidized cuts) and a fume extraction system to remove metal vapors and debris.
Real-World Case Example: A leading automotive parts manufacturer switched from plasma cutting to fiber CNC laser steel cutting for producing engine brackets (mild steel, 3mm thickness). The result: a 40% reduction in cutting time, a 90% decrease in post-processing (due to cleaner edges), and a 5% improvement in dimensional accuracy—critical for ensuring proper fitment in assembly lines. This案例 highlights how CNC laser steel cutting addresses key pain points in high-precision manufacturing.
How does Laser Power Affect Steel Cutting Quality?
Laser power is a primary determinant of CNC laser steel cutting quality, as it directly impacts the laser beam’s ability to penetrate the material, control heat-affected zones (HAZ), and produce clean edges. Selecting the right power level for your steel cutting application requires balancing material thickness, steel grade, and desired cut quality—too little power results in incomplete penetration, while too much power can widen the kerf (the width of the cut) and increase HAZ, leading to warping or material degradation.
Key Relationships Between Laser Power, Steel Thickness, and Cut Quality:
| Steel Thickness (mm) | Recommended Laser Power (kW) | Expected Cut Quality | Potential Issues with Incorrect Power |
|---|---|---|---|
| 0.5–3 | 1–2 | Smooth edges, minimal kerf (0.1–0.2 mm), negligible HAZ | Underpower: Incomplete cuts; Overpower: Edge melting, increased kerf |
| 3–12 | 2–4 | Clean edges, controlled kerf (0.2–0.3 mm), small HAZ (<0.5 mm) | Underpower: Ragged edges; Overpower: Warping, excessive HAZ |
| 12–25 | 4–8 | Acceptable edges (minor burrs), moderate kerf (0.3–0.5 mm), manageable HAZ | Underpower: No penetration; Overpower: Severe warping, material burning |
| 25+ | 8–15 | Functional edges (may require post-processing), wider kerf (>0.5 mm), larger HAZ | Underpower: Incomplete penetration; Overpower: Material degradation, poor dimensional accuracy |
Industry Data Insight: According to a 2024 study by the Association for Manufacturing Technology (AMT), fiber laser systems operating at 3–4 kW achieve the optimal balance of speed and quality for 6–10 mm mild steel— the most commonly used thickness in general fabrication. The study found that increasing power beyond 4 kW for this thickness range only improved cutting speed by 12% but increased HAZ by 35%, highlighting the importance of power optimization.
Which Steel Grades Work Best with CNC Laser Systems?
Not all steel grades are equally compatible with CNC laser steel cutting—factors like carbon content, alloy composition, and material purity influence cutability, edge quality, and processing speed. Below is a breakdown of the most common steel grades used in CNC laser steel cutting, their compatibility, and ideal applications:
1. Mild Steel (Low Carbon Steel, e.g., A36, DC01)
Mild steel is the most laser-friendly steel grade, thanks to its low carbon content (≤0.25%) and minimal alloying elements. It cuts cleanly, quickly, and with minimal HAZ, making it the top choice for general fabrication, automotive parts, and structural components.
CNC Laser Cutting Advantages for Mild Steel: Low power requirements (1–4 kW for most thicknesses), fast cutting speeds (up to 10 m/min for 1 mm thickness), and no need for expensive assist gases (oxygen works well for thick mild steel, nitrogen for thin, clean cuts).
2. Stainless Steel (e.g., 304, 316)
Stainless steel is compatible with CNC laser steel cutting but requires higher laser power and specialized assist gases due to its high chromium content (which increases heat resistance). 304 stainless steel is the most common, while 316 (with molybdenum) is used for corrosion-resistant applications.
Key Considerations: Nitrogen is the preferred assist gas for stainless steel to prevent oxidation (which causes discoloration and reduces corrosion resistance). Laser power of 2–6 kW is recommended for 1–12 mm stainless steel. Cutting speed is typically 30–50% slower than mild steel of the same thickness.
3. High-Strength Low-Alloy (HSLA) Steel (e.g., AH36, Q355)
HSLA steels are designed for high strength and durability, making them ideal for construction, heavy machinery, and offshore applications. They are compatible with CNC laser steel cutting but require careful power and speed optimization to avoid HAZ-related brittleness.
Case Example: A marine equipment manufacturer used a 4 kW fiber CNC laser steel system to cut 10 mm AH36 HSLA steel for ship hull components. By reducing cutting speed by 15% and using nitrogen assist gas, they achieved a HAZ of <0.4 mm—well within the industry standard for marine-grade components—and eliminated post-heat treatment, saving 20% in production time.
4. High-Carbon Steel (e.g., 1045, 1095)
High-carbon steel (carbon content >0.6%) is less laser-friendly due to its high hardness and tendency to form brittle HAZ. It can be cut with CNC laser steel systems but requires low cutting speeds, high power, and post-processing (e.g., annealing) to reduce brittleness.
Not Recommended for Laser Cutting: Tool steels (e.g., H13, D2) and cast iron—their high carbon and alloy content make them prone to cracking during laser cutting, and traditional methods (e.g., waterjet cutting) are more suitable.
What Cutting Speeds Achieve Optimal Results?
Cutting speed is a critical parameter in CNC laser steel cutting, as it directly impacts productivity, cut quality, and material waste. Optimal cutting speed is determined by a combination of laser power, steel thickness, steel grade, and desired edge quality—faster speeds increase productivity but can reduce edge quality, while slower speeds improve quality but decrease throughput.
Optimal Cutting Speeds for Common CNC Laser Steel Applications (Fiber Laser):
| Steel Grade | Thickness (mm) | Laser Power (kW) | Optimal Cutting Speed (m/min) | Edge Quality Rating (1–5; 5=Best) |
|---|---|---|---|---|
| Mild Steel (A36) | 2 | 2 | 8–10 | 5 |
| Mild Steel (A36) | 8 | 4 | 2–3 | 4 |
| Stainless Steel (304) | 3 | 3 | 3–4 | 5 |
| Stainless Steel (304) | 10 | 6 | 0.8–1.2 | 4 |
| HSLA (AH36) | 6 | 4 | 1.5–2 | 4 |
| High-Carbon (1045) | 4 | 5 | 0.5–0.8 | 3 |
Pro Tip for Speed Optimization: Use a CNC laser system with adaptive speed control (ASC) technology. ASC automatically adjusts cutting speed based on real-time feedback from the laser beam (e.g., penetration depth, edge quality), ensuring optimal results even for uneven steel sheets or complex geometries. A 2023 case study by a leading laser manufacturer found that ASC reduced material waste by 18% and improved edge quality consistency by 25% for CNC laser steel cutting operations.
How does Material Thickness Impact Laser Parameters?
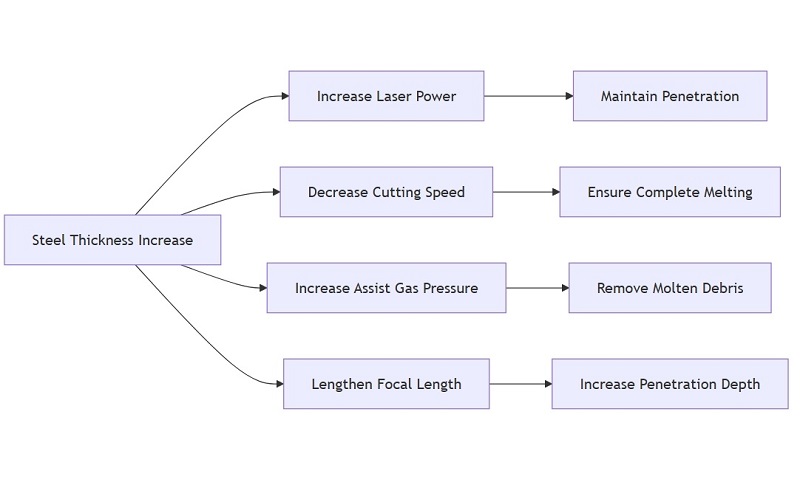
Material thickness is the most impactful factor in determining CNC laser steel cutting parameters—laser power, cutting speed, assist gas pressure, and focal length all need to be adjusted as thickness increases to maintain cut quality and efficiency. Below is a detailed breakdown of how thickness impacts key parameters and how to adjust them:
1. Laser Power
As steel thickness increases, more laser energy is required to penetrate the material. For example, cutting 1 mm mild steel requires 1–2 kW of power, while cutting 20 mm mild steel requires 6–8 kW. Failing to increase power with thickness results in incomplete penetration, ragged edges, and increased processing time.
2. Cutting Speed
Cutting speed decreases exponentially with increasing steel thickness. This is because the laser beam needs more time to transfer enough energy to melt/vaporize the additional material. For instance, 1 mm mild steel can be cut at 8–10 m/min, while 10 mm mild steel requires a speed of 2–3 m/min—a 70–80% reduction in throughput.
3. Assist Gas Pressure
Assist gas (oxygen, nitrogen, or air) removes molten steel from the kerf, and its pressure must increase with thickness to ensure complete debris removal. For thin steel (≤3 mm), low pressure (5–10 bar) is sufficient; for thick steel (≥12 mm), high pressure (15–25 bar) is required. Using too low pressure for thick steel results in dross (molten steel residue) buildup on the cut edge, requiring post-processing.
4. Focal Length
Focal length (the distance from the cutting head to the steel surface) affects the laser beam’s spot size and energy density. For thin steel (≤5 mm), a short focal length (e.g., 50 mm) is used to create a small spot size and high energy density for precise cuts. For thick steel (≥10 mm), a long focal length (e.g., 100 mm) is preferred to widen the beam and increase penetration depth.
Visual Guide: Parameter Adjustments for Increasing Steel Thickness
What are the Key Advantages over Traditional Methods?
CNC laser steel cutting offers significant advantages over traditional steel cutting methods (e.g., plasma cutting, waterjet cutting, milling, and shearing), making it the preferred choice for most modern fabrication applications. Below is a comparative analysis of these advantages, backed by data and real-world examples:
| Advantage | CNC Laser Steel Cutting | Traditional Method (e.g., Plasma Cutting) | Quantifiable Benefit |
|---|---|---|---|
| Precision & Accuracy | Dimensional accuracy of ±0.1 mm; kerf width of 0.1–0.3 mm | Dimensional accuracy of ±0.5 mm; kerf width of 1–2 mm | 5x better accuracy; reduced material waste by 25% |
| Edge Quality | Smooth, burr-free edges; minimal HAZ | Ragged edges; significant burrs; large HAZ | Eliminates post-processing (grinding, deburring); saves 30% in labor costs |
| Versatility | Cuts complex geometries (e.g., intricate holes, curves) without tool changes | Limited to simple shapes; requires tool changes for complex designs | Enables custom designs; reduces setup time by 60% |
| Productivity | Faster cutting speeds for thin to medium steel (up to 10 m/min) | Slower speeds (up to 3 m/min for thin steel) | 3x higher throughput for 1–3 mm mild steel |
| Non-Contact Cutting | No physical contact with the steel; no tool wear | Physical tool contact; frequent tool wear/replacement | Reduced tooling costs by 40%; minimal downtime for maintenance |
Additional Advantage: Reduced Environmental ImpactCNC laser steel cutting produces less waste (due to narrow kerf) and lower emissions compared to plasma cutting (which releases harmful gases like CO and NOx). A 2024 environmental study found that fiber laser cutting for steel reduces carbon footprint by 35% compared to plasma cutting, aligning with global sustainability goals for manufacturing.
What Surface Finishes can Laser-Cut Steel Achieve?
The surface finish of CNC laser steel cuts depends on several factors: steel grade, assist gas type, cutting speed, and laser power. Laser cutting can achieve a range of surface finishes, from rough (requiring post-processing) to smooth (ready for direct assembly). Below are the most common surface finishes for CNC laser steel cuts, their characteristics, and ideal applications:
1. Oxidized Finish (Black/Blue Edge)
Achieved when using oxygen as the assist gas (common for mild steel cutting). Oxygen reacts with the hot steel to form a thin oxide layer (Fe₃O₄) on the cut edge, resulting in a black or blue finish.
Characteristics: Roughness (Ra) of 3.2–6.3 μm; low cost; no post-processing required for non-visible applications.
Ideal Applications: Structural components, internal brackets, and parts where appearance is not critical.
2. Clean, Bright Finish
Achieved when using nitrogen as the assist gas (common for stainless steel and thin mild steel). Nitrogen prevents oxidation, resulting in a bright, smooth edge.
Characteristics: Roughness (Ra) of 1.6–3.2 μm; no discoloration; ready for assembly or painting.
Ideal Applications: Automotive exterior parts, medical equipment, food processing machinery, and consumer goods.
3. Precision Ground Finish (Post-Processing)
For applications requiring ultra-smooth surfaces (e.g., aerospace components, precision tools), laser-cut steel can undergo post-processing (e.g., grinding, polishing) to achieve a precision finish.
Characteristics: Roughness (Ra) of 0.2–0.8 μm; extremely flat, smooth edges; tight dimensional tolerances.
Case Example: An aerospace manufacturer used CNC laser steel cutting (nitrogen assist) to cut 5 mm 316 stainless steel for aircraft engine components, then performed precision grinding to achieve an Ra of 0.4 μm. This process eliminated the need for more expensive machining methods, reducing production costs by 30% while meeting strict aerospace standards.
Conclusion
CNC laser steel cutting is a versatile, precise, and efficient technology that has revolutionized steel fabrication across industries. From understanding the basics of the process to optimizing laser power, cutting speed, and assist gas parameters for different steel grades and thicknesses, this guide has covered the critical aspects needed to achieve optimal results. The key takeaways are: (1) select the right laser power and speed based on steel thickness and grade; (2) use the appropriate assist gas to control surface finish and oxidation; (3) leverage adaptive technologies to improve consistency and reduce waste; and (4) recognize the significant advantages of CNC laser steel cutting over traditional methods—including higher precision, faster throughput, and lower post-processing costs.
By applying the insights and best practices outlined in this guide, manufacturers, fabricators, and engineers can unlock the full potential of CNC laser steel cutting, ensuring high-quality, cost-effective results for any application. As technology continues to advance (e.g., higher-power fiber lasers, AI-driven process control), CNC laser steel cutting will only become more accessible and efficient, solidifying its role as a cornerstone of modern manufacturing.
FAQ About CNC Laser Steel Cutting
Q1: What is the maximum thickness of steel that can be cut with CNC laser systems? A1: The maximum thickness depends on laser power. A 15 kW fiber laser can cut up to 30–35 mm mild steel, while a 4 kW fiber laser can cut up to 20 mm mild steel. For stainless steel, the maximum thickness is slightly lower (e.g., 15 kW can cut up to 25 mm stainless steel).
Q2: Is CNC laser steel cutting more expensive than traditional methods? A2: While the initial investment in a CNC laser system is higher, the long-term costs are lower due to reduced post-processing, lower tooling costs, and higher productivity. For high-volume or high-precision applications, CNC laser steel cutting typically has a lower total cost of ownership (TCO) than traditional methods.
Q3: Can CNC laser steel cutting handle complex geometries? A3: Yes—one of the key advantages of CNC laser steel cutting is its ability to cut complex geometries (e.g., intricate curves, small holes, sharp angles) with high precision, thanks to computer automation. Unlike traditional methods, no tool changes are required for complex designs, reducing setup time and improving efficiency.
Q4: What is the difference between fiber laser and CO₂ laser for CNC laser steel cutting? A4: Fiber lasers are preferred for CNC laser steel cutting due to their higher energy efficiency (up to 30% vs. 10–15% for CO₂ lasers), faster cutting speeds (20–50% faster for thin steel), and lower maintenance costs. CO₂ lasers are better for cutting thick steel (≥25 mm) but are less efficient and more expensive to operate.
Q5: Does CNC laser steel cutting cause material warping? A5: Warping is minimal if parameters are optimized. Factors that reduce warping include using the correct laser power and speed, minimizing HAZ, and using a vacuum table to secure the material. For thick or high-carbon steel, slow cutting speeds and post-annealing (if needed) can further reduce warping.
Get parts manufacturing quote with Moshijia
At Moshijia Technology, we specialize in providing high-precision CNC laser steel cutting services tailored to your unique manufacturing needs. With over a decade of experience in metal fabrication, our team of certified engineers and state-of-the-art fiber laser systems (1–15 kW) ensure consistent, high-quality results for mild steel, stainless steel, HSLA steel, and other laser-compatible grades. We understand that every project has specific requirements—whether you need prototype parts, small-batch production, or large-scale manufacturing—and we work closely with you to optimize CNC laser steel cutting parameters, minimize costs, and meet tight deadlines.
Our commitment to quality is backed by ISO 9001 certification, and we offer a range of value-added services, including post-processing (grinding, polishing, annealing), assembly, and surface treatment. Whether you’re in the automotive, aerospace, medical, or construction industry, we have the expertise to deliver CNC laser steel components that meet your exact specifications.
To get a personalized parts manufacturing quote, contact our team today. Simply share your design files (CAD/CAM), material specifications (steel grade, thickness), and production volume, and we’ll provide a competitive quote within 24 hours. At Moshijia Technology, we’re dedicated to helping you unlock the full potential of CNC laser steel cutting for your business.