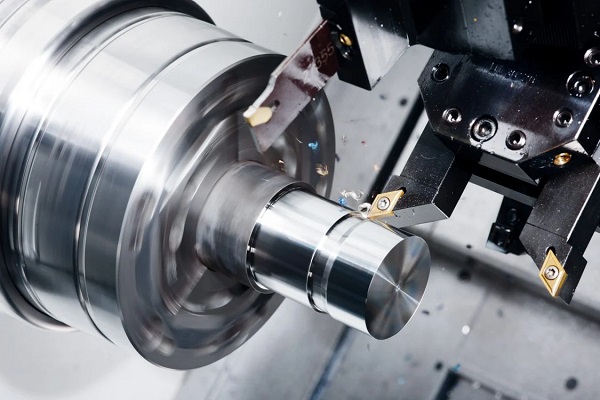
If you need round metal or plastic parts, CNC turning is likely the answer. But what exactly is it? In simple terms: the workpiece spins, and a stationary cutting tool shaves off material. This process creates cylindrical parts like shafts, bolts, bushings, and nozzles with high precision. Unlike manual turning, CNC automation delivers the same perfect part every time. Below you’ll learn how it works, what it can make, and how it differs from milling.
1. What Exactly Is CNC Turning?
CNC turning is a subtractive manufacturing process. “Subtractive” means you start with a solid block and remove material to reach the final shape. The computer controls every movement, so results are consistent and repeatable.
The simple definition
A rotating workpiece meets a stationary cutting tool. The tool moves along the surface, peeling away material like a pencil sharpener works on wood. This creates round or cylindrical shapes.
What parts can you make?
Common CNC turning parts include:
- Shafts and axles
- Bolts and screws
- Bushings and bearings
- Pulleys and rollers
- Nozzles and fittings
- Engine valves and pistons
Materials that work well
| Material Type | Examples | Suitability |
|---|---|---|
| Metals | Aluminum, steel, brass, titanium | Excellent |
| Plastics | Nylon, Delrin, PEEK, PVC | Very good |
| Composites | Carbon fiber reinforced polymers | Good with special tools |
Real-world example: A hydraulic fitting manufacturer switched from manual lathes to CNC turning. Production time per part dropped from 8 minutes to 2.5 minutes. Scrap rate fell from 12% to under 2%.
2. What Are the Main Components?
Understanding the machine helps you understand the process. A CNC turning center has several key parts working together.
The essential parts list
Lathe bed — The heavy base that absorbs vibration. A rigid bed means better surface finish.
Spindle — Holds and spins the workpiece. Speeds range from 50 RPM for large diameters up to 8,000 RPM for small parts.
Chuck — Clamps the workpiece. Most use 3-jaw chucks for round stock or 4-jaw chucks for irregular shapes.
Tool turret — Holds multiple cutting tools. It indexes automatically to bring the right tool into position.
CNC controller — The computer that reads G-code and directs all movements.
Coolant system — Sprays fluid to cool the cut and flush away chips.
How they work together
The operator loads material into the chuck. The controller spins the spindle to the right speed. The turret moves the tool along X and Z axes. Coolant floods the cutting zone. Chips fall away. The part takes shape.
3. How Does CNC Turning Work Step by Step?
The process follows a logical flow from design to finished part. Here is exactly what happens.
Step 1: Design the part
You create a 3D model using CAD software like SolidWorks, Fusion 360, or Inventor. The design includes all dimensions, tolerances, and surface finish requirements.
Step 2: Generate toolpaths (CAM)
CAM software converts your CAD model into G-code. This numerical language tells the machine:
- Where to move (X, Z coordinates)
- How fast to spin (S code)
- How fast to feed (F code)
- When to change tools (T code)
Step 3: Set up the machine
| Task | What you do |
|---|---|
| Load material | Insert bar stock into the chuck |
| Install tools | Mount turning, drilling, or boring tools in the turret |
| Set offsets | Enter tool geometry data into the controller |
| Load program | Transfer G-code via USB, network, or direct input |
Step 4: Run the first part
Run the program in single-block mode at 10–20% feed override. Watch for any issues. Check the first part dimensions. Make offset adjustments if needed.
Step 5: Production and inspection
Once verified, run the full production cycle. Inspect parts at regular intervals. Typical tolerance for standard CNC turning is ±0.025 mm. Precision turning can hold ±0.005 mm.
4. What Can a CNC Lathe Actually Do?
Many people underestimate the range of operations possible on a CNC turning center. It is not just for making round surfaces.
Basic turning operations
Facing — Cuts the end of the workpiece flat and square.
Straight turning — Reduces diameter along a length.
Taper turning — Creates angled surfaces between two diameters.
Profiling — Follows a curved or complex shape.
Secondary operations on a turning center
Drilling — The turret holds a drill bit. The part spins, but the drill feeds in from the end.
Boring — Enlarges an existing hole to a precise diameter with a boring bar.
Threading — Cuts internal or external threads using a threading tool.
Grooving/parting — Cuts narrow grooves or cuts off the finished part.
What CNC turning cannot do
The workpiece must be axisymmetric (round around a center line). You cannot machine square holes, undercuts that require tool access from odd angles, or complex 3D surfaces. For those, you need CNC milling.
Pro tip: A live-tooling lathe combines turning and light milling. It can drill cross-holes or mill flats without moving the part to a second machine.
5. CNC Turning vs. Milling: What’s the Difference?
This is one of the most common questions. The difference comes down to who moves and who stays still.
The core difference
| Feature | CNC Turning | CNC Milling |
|---|---|---|
| Workpiece | Rotates | Stationary |
| Cutting tool | Stationary (moves linearly) | Rotates (moves in X, Y, Z) |
| Part shapes | Round, cylindrical | Flat, prismatic, complex 3D |
| Typical parts | Shafts, bushings, bolts | Brackets, housings, molds |
When to choose each process
Choose CNC turning when:
- Your part is round or cylindrical
- You need high concentricity between features
- Production volume is medium to high
- You want fast cycle times
Choose CNC milling when:
- Your part has flat surfaces or square features
- You need complex 3D contours
- The part requires holes at odd angles
- You have an irregular shape
A real comparison
A 50mm diameter steel shaft with a keyway: The round shaft comes from CNC turning (2 minutes). The keyway needs milling (1.5 minutes). Total = 3.5 minutes. A mill alone would struggle to hold concentricity between ends.
6. What Types of CNC Lathes Exist?
Not all CNC turning machines are the same. The right type depends on your parts and volume.
Basic 2-axis lathe
The most common type. Moves tools along X (diameter) and Z (length). Perfect for simple shafts, bushings, and spacers.
3-axis lathe (with live tooling)
Adds a driven tool that rotates. This lets you mill flats, drill cross-holes, and tap threads without a second setup. Cycle times drop dramatically.
Multi-axis turning centers
| Machine Type | Axes | Capability |
|---|---|---|
| 2-axis lathe | X, Z | Basic turning |
| 3-axis lathe | X, Z + live tool | Turning + light milling |
| 4-axis lathe | X, Z, C + Y | Complex milling on round parts |
| 6+ axis turning center | Multiple | Complete part in one machine |
Swiss-type lathe
Designed for small, long, precise parts. The bar stock feeds through a guide bushing. Ideal for medical devices, watch components, and tiny fasteners. Typical part diameter: under 32mm.
7. Why Choose CNC Turning Over Manual Methods?
The benefits go beyond just speed. Here is what automation delivers.
Precision and repeatability
Manual lathes depend on operator skill. A CNC machine holds tolerances within ±0.005 mm part after part. The 1000th part matches the first.
Complex geometry made easy
Threads, tapers, radii, and undercuts are simple with CNC. The controller follows the programmed path exactly. No hand-calculated compound rest settings.
Lower labor cost per part
One operator can run multiple CNC turning machines. The machine does the work while the operator loads stock and measures parts.
24/7 production possible
Load a bar feeder and the machine runs unattended overnight. Lights-out manufacturing is real and profitable.
| Factor | Manual Turning | CNC Turning |
|---|---|---|
| Tolerance capability | ±0.05–0.13 mm | ±0.005–0.025 mm |
| Parts per hour | 5–20 | 20–150+ |
| Operator attention | Constant | Periodic |
| Complex threads | Difficult | Automatic |
Conclusion
CNC turning is a precise, automated process for making round parts. The workpiece spins. The tool moves. The computer controls everything. From simple shafts to complex threaded components, this process delivers speed, accuracy, and repeatability that manual methods cannot match. Understanding the difference between turning and milling helps you choose the right process for your parts. Now you know how it works, what it makes, and when to use it.
FAQ
What is CNC turning in simple terms?
A computer-controlled machine spins a round piece of metal or plastic while a cutting tool shaves it down to create cylindrical parts like shafts or bolts.
What is the difference between CNC turning and CNC milling?
In turning, the workpiece rotates and the tool stays still. In milling, the tool rotates and the workpiece stays still. Turning makes round parts. Milling makes flat or irregular shapes.
What materials can be used in CNC turning?
Aluminum, steel, stainless steel, brass, titanium, plastics (nylon, Delrin, PEEK), and some composites all work well.
How precise is CNC turning?
Standard CNC turning holds ±0.025 mm. Precision turning with good equipment and conditions can hold ±0.005 mm or better.
Can CNC turning make threads?
Yes. Threading is a standard operation. The machine cuts external threads on shafts or internal threads inside holes using a threading tool.
Get projects quote with Moshijia Technology
Need precision CNC turning for your next project? Moshijia Technology delivers tight tolerances, fast lead times, and expert design feedback. Upload your CAD file today for a free, no-obligation quote.